
Introduction to Silk Screen Printing
Silk screen printing is one of the most commonly used techniques for applying graphics and text on cosmetic materials, especially for products like skin care bottles, bottles, and glass jars. This process is cost-effective and adaptable, making it ideal for printing on various cosmetic containers. However, for the ink to adhere properly, it must be durable, resistant to friction, and capable of withstanding impacts. Poor adhesion can result in weak prints that affect the quality and durability of cosmetic packaging.
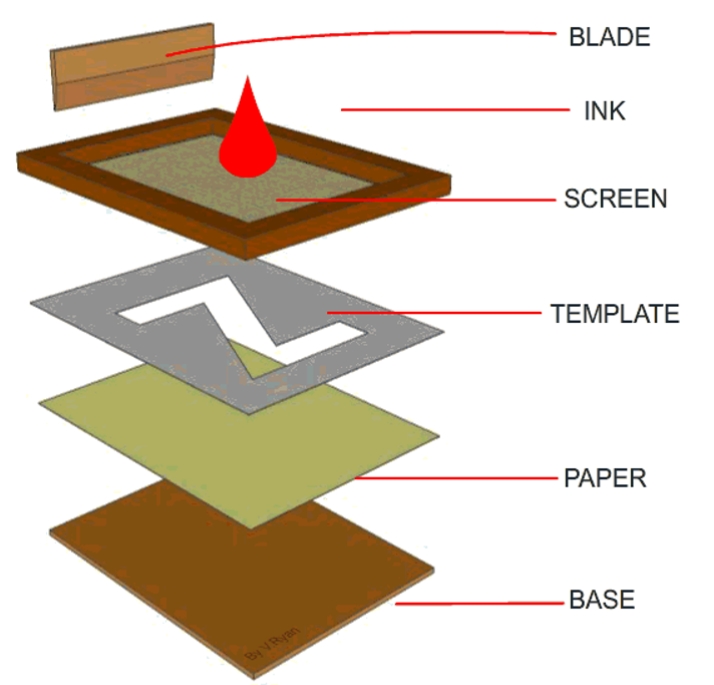
Screen Printing Process
The process of screen printing involves using a mesh screen to transfer ink onto the cosmetic packaging substrate. The ink is applied under pressure through the mesh of the screen, where it replicates the image or design onto the surface of the bottle or jar. Without the application of force (such as pressure from a squeegee), the ink will not penetrate the screen and transfer onto the surface. Once the ink is applied, curing processes are employed to ensure that the ink adheres firmly to the container surface.
1. Bottle Material
The material of the bottle or jar plays a significant role in ink adhesion. Impurities in the cosmetic packaging materials, such as synthetic or greasy residues on the surface of the container, can interfere with ink adhesion. This is especially true for plastic bottles, where factors such as UV absorption and the surface texture of the material can influence the adhesion of ink. If the surface is not prepared correctly, the ink will struggle to bond, leading to weak adhesion.
2. Prepress Processing
Before printing, bottles must undergo prepress treatments like flame treatment to increase surface tension. This process polarizes the surface of the skin care bottle to ensure it has adequate surface energy for ink adhesion. For effective adhesion, the surface tension of the container must meet or exceed 3.8×10-2 N/m. Flame treatment works by using high-temperature flames to melt the surface layer, removing contaminants and improving the bonding between the ink and the glass jar or plastic packaging.
Flame Treatment
The flame treatment process involves placing the bottle on a rotating insert while a flame is applied to its surface. This treatment increases the surface energy of cosmetic packaging containers, ensuring better ink adhesion. The intensity of the flame, the bottle's rotational speed, and stability all affect the effectiveness of the treatment. It is essential to print on bottles immediately after flame treatment to prevent the surface from losing its enhanced energy, which would reduce adhesion.

Detection of Flame Treatment Effect
To evaluate the success of flame treatment, surface tension test pens are often used. If the liquid traces left by the test pen do not shrink or retract, it indicates a good treatment effect. In addition, the “water splashing” method can be employed to detect the effectiveness of the treatment. A good treatment results in a uniform “water film” on the bottle surface, indicating the optimal level of adhesion.
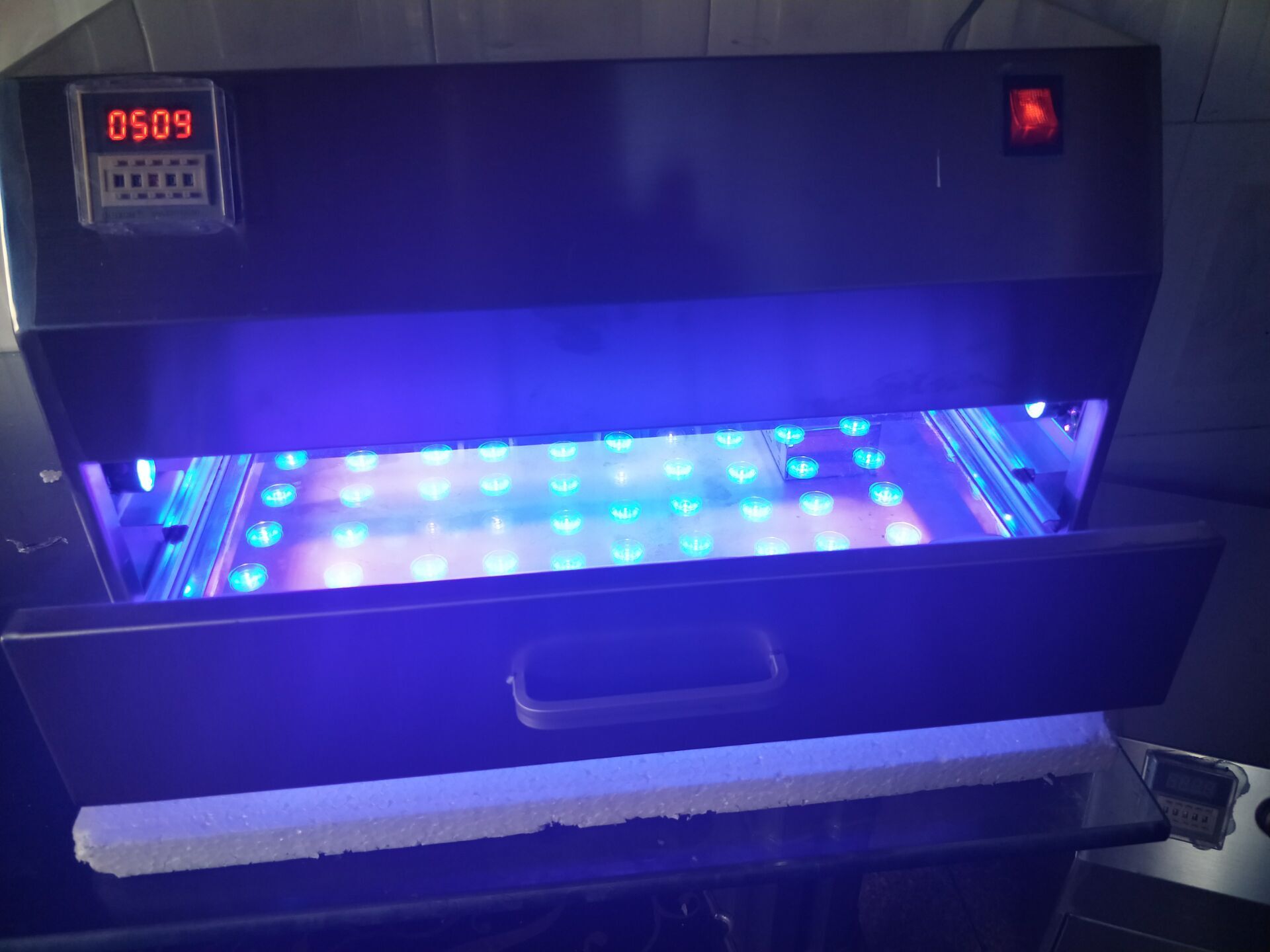
3. Curing Equipment
Once the ink is applied to the bottle, it must be cured under a UV lamp to ensure proper adhesion. UV curing involves exposing the printed ink to ultraviolet light, which solidifies the ink on the cosmetic packaging. The curing speed depends on factors such as the ink layer thickness, the lamp's power, and the speed of the conveyor belt. The appropriate UV wavelength range (280-320 nm) and energy must be maintained to ensure effective curing. Improper UV curing can lead to non-curing, incomplete curing, or ink embrittlement, all of which affect the ink's adhesion and durability.
4. Silk Printing Materials and Processes
Screen Selection
Choosing the correct mesh for screen printing is essential for good cosmetic printing results. Polyester or nylon meshes with 140 to 165 mesh/cm are commonly used for printing on glass bottles and glass jars. This mesh size ensures that the UV light can effectively cure the ink layer, allowing for full adhesion and longevity of the print.

Squeegee Selection
A flat or pointed squeegee is used to apply ink to the screen. The temperature and angle of the squeegee significantly affect the final result. The ideal squeegee temperature is between 75 and 85 degrees Celsius. A hardness of the squeegee must be carefully selected based on the type of print required—finer prints often require higher hardness for better control of ink volume and coverage.
Ink Layer Thickness
For the best results in cosmetic packaging printing, the ink layer should not be too thick. Thick layers of ink will weaken UV light penetration, preventing the ink from fully curing and leading to poor adhesion. A thin, even ink layer is ideal for skin care bottles and cosmetic packaging containers.
5. UV Ink
Ink Preparation
Before using UV ink for cosmetic printing, it is crucial to thoroughly stir the ink to ensure that all components, such as pigments, resins, and solvents, are evenly mixed. If not properly stirred, the ink may separate, resulting in uneven coverage and poor adhesion. Additionally, ink with a high content of , such as white ink, may exhibit poorer adhesion due to the higher friction resistance.
Curing Time for Colored Ink
Different ink colors require different curing energies. For example, black, white, yellow, and red inks typically require higher curing energy. The conveyor speed during UV curing should be adjusted to accommodate these variations, ensuring proper curing and enhancing ink adhesion to glass bottles or plastic packaging.

6. Printing Workshop Environmental Requirements
The printing environment plays a significant role in the effectiveness of cosmetic printing. UV ink is sensitive to light exposure, so excessive sunlight or fluorescent lighting in the workshop can cause premature curing of the ink, resulting in blocked screens and poor-quality prints. The workshop should maintain a stable temperature (18-25°C) and humidity levels (50-65%) to ensure optimal curing conditions.
Conclusion
Ink adhesion in bottle screen printing is a critical factor in the durability and quality of cosmetic packaging. Factors such as material selection, prepress processing (e.g., flame treatment), proper curing, and the right printing equipment all influence the final outcome. Ensuring that these steps are carefully followed will result in high-quality, durable prints on skin care bottles, glass bottles, glass jars, and other cosmetic packaging solutions.


